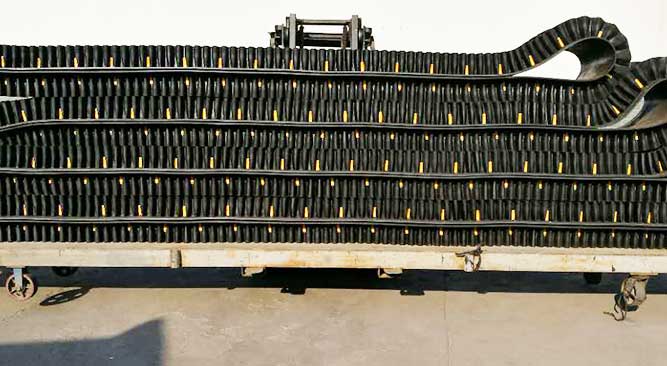
花纹输送带按生产方法可分为压花纹型和模压型两种,按花纹的深度又可分为深花纹和浅花纹两种。花纹输送带的花纹是在硫化中形成的,其带坯生产与帆布芯输送带基本雷同。一般,干燥粉状物料滑动的倾角小于不规则形状物料滚动的倾角。把
输送带的表面做成简单的不规则形状的花纹能够略微加大输送物料时的倾角。大部分输送带制造商可以提供表面制有花纹的输送带,常用的花纹就是V形和U形花纹,花纹的高为5~30mm。能使湿物料有效的排水,使用标准的托辊能使输送带形成槽形,还要考虑在回程段有花纹的输送带表面与
托辊接触不出问题。与物料在物料本身上的滚动相比,这种花纹更多的是影响物料在输送带表面滑动的趋势。
1.压纹输送带生产工艺;
(1)成型带芯成型一般采用叠层式结构,上覆盖胶厚度都在4ram以上。
(2)硫化采用平板硫化机硫化。硫化前将已浸渍乳化硅油(作脱模剂用)的花纹织物覆盖子上覆盖胶上,与带坯一起进平板硫化机进行硫化,待硫化完成后,将花纹织物揭去,在输送带表面就形成花纹,带压花的花纹织物要求织物粒子凸去,在160度温度下不软化变质,一般采用经浸渍处理芋麻线织成。其花纹布织物形状。
2.模压型花纹输送带生产工艺
模压型花纹输送带常见的以凸形花纹较海普遍,制造过程与压花纹输送带基本相似。模压型花纹输送带的生产特点是在特制的模具中进行硫化。模具一般是先将钢板刻成凹形花纹图案,再在钢板两端焊接槽形钢管而成。钢板
厚度要求是:
钢板厚度一花纹深度≥5m m。槽形钢管是接通水管供冷却用。带坯进入平板硫化机之前,先用与覆盖胶相同的胶料填满模具花纹图案,然后再将带坯导入,进行加压、加热硫化。硫化时间可用式(1-1—27)计算。
八达厂家主营:PVC输送带、耐热输送带、耐高温输送带、环型输送带、阻燃输送带等系列产品。



 (扫描加微信)
(扫描加微信)